
Bei der Herstellung eines Teils im Spritzgussverfahren kann es vorkommen, dass die Konturen des Formteils aufgrund einer nicht vollständig gefüllten Kavität nicht vollständig ausgeformt sind. Dies führt zu sogenannten Under- oder Short-Shots. Diese treten bei den ersten Tests recht häufig auf. Lesen Sie unser Material und erfahren Sie, wie sie entstehen und wie man sie durch Änderung der entsprechenden Einspritzparameter schnell beseitigen kann.
Eine Unterfüllung liegt vor, wenn die Außenkonturen des Formteils nicht vollständig ausgeformt sind. Sie treten in der Regel in einiger Entfernung vom Zufluss auf, in langen Fließstrecken oder in dem Bereich, in dem dünnwandige Fragmente (z. B. Rippen) vorhanden sind. Ist das Werkzeug jedoch unzureichend entlüftet, kann es auch in schuldhaften Bereichen zu Unterströmungen kommen.


Ursachen der Unterentwicklung
Die unvollständige Befüllung von Teilen kann verschiedene physikalische Ursachen haben:
– zu wenig Kunststoff in einer einzigen Injektion,
– Entlüftungsprobleme haben den Massenfluss behindert,
– Einspritzdruck zu niedrig,
– vorzeitige Erstarrung des Kanalabschnitts (z. B. zu geringe Einspritzgeschwindigkeit oder falsche Werkzeugtemperatur).

Bei einer Unterfüllung in Verbindung mit einer unzureichenden Entlüftung kann es schwierig sein, die Ursache dieses Defekts zu ermitteln, da solche Probleme im Allgemeinen zu einem Dieseleffekt führen.
Bei einem unterdimensionierten Formteil kann es vorkommen, dass es nicht vollständig gefüllt wird. Dies kann darauf zurückzuführen sein, dass zu wenig Kunststoff auf einmal eingespritzt wird, dass Entlüftungsprobleme das Fließen der Masse behindern, dass der Einspritzdruck nicht ausreicht oder dass der Fließwiderstand der Schmelze im Werkzeug zu hoch ist.
Wir können dem entgegenwirken, indem wir die entsprechenden Verarbeitungsparameter wie die
– Erhöhung des Einspritzhubs der Schnecke,
– Erhöhung der Einspritzgeschwindigkeit,
– Durchlässigkeit der Entlüftungskanäle prüfen, Entlüftung verbessern,
– Verringerung des Widerstands der Masse beim Durchfließen des Stutzens, Hinzufügen von Umlenkungen zur Erleichterung des Durchflusses.
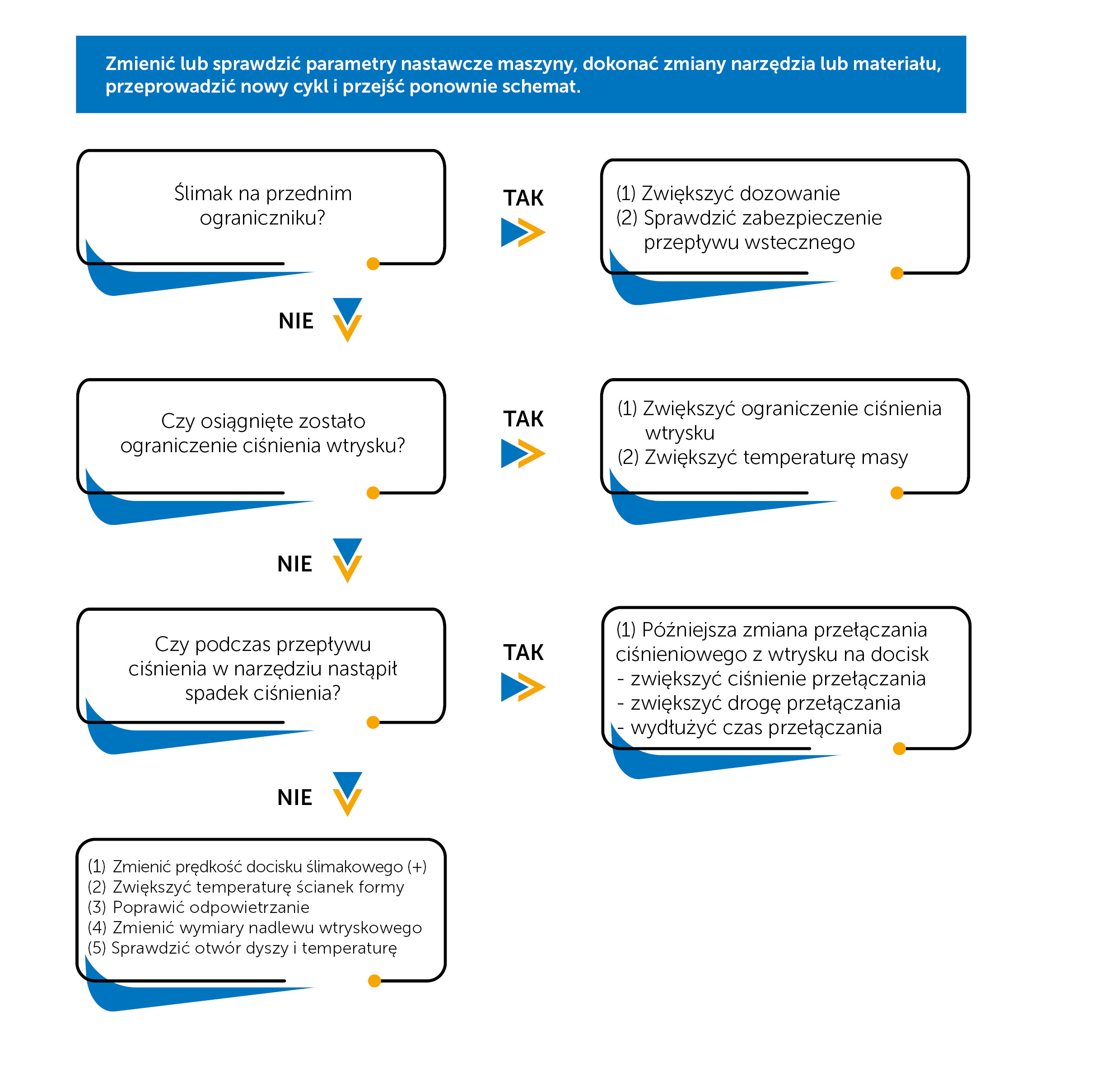
Die Betrachtung des mitgelieferten Schritt-für-Schritt-Diagramms kann bei der Beseitigung dieses Oberflächenfehlers bei Formteilen hilfreich sein.
Der Artikel wurde auf Basis von Materialien des Forschungs- und Entwicklungszentrums Dopak und der Firma KraussMaffei erstellt
Wenn Sie sich für Details zu Überspritzungen und anderen Defekten an Formteilen und deren Beseitigung interessieren, laden wir Sie zu unserem
Schulungskurse in unserem Forschungs- und Entwicklungszentrum in Wrocław.
.
Lesen Sie auch einen anderen Artikel über Mängel an Formteilen: Woher kommen Überformungen und wie kann man sie beseitigen?





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}