
W świecie nowoczesnej produkcji, zwłaszcza przy wykorzystaniu materiałów z recyklingu, problemy jakościowe nie zawsze są oczywiste. Czasami standardowa kontrola jakości nie wystarcza, by odpowiedzieć na pytanie dlaczego dany produkt ulega deformacji. W takich momentach do gry wkracza Centrum Badawczo-Rozwojowe firmy Dopak.
Ostatnio nasz zespół CBR stanął przed wyzwaniem, które idealnie obrazuje, jak łączymy inżynierską precyzję z naukowym podejściem. Opakowania w postaci butelek podczas magazynowania ulegały dziwnym deformacjom. Problem był o tyle tajemniczy, że wady pojawiały się losowo. Już na wstępie wykluczono uszkodzenia mechaniczne. Czy winny był projekt? Błąd w procesie napełniania butelek? A może sam materiał? Postanowiliśmy to sprawdzić.
Spis treści
- 1 Krok 1: Analiza problemu i hipotezy
- 2 Krok 2: Symulacja warunków rzeczywistych (Badania starzeniowe)
- 3 Krok 3: Zaawansowana analiza molekularna – Spektroskopia FTIR jako klucz do prawdy
- 4 Wnioski i rekomendacje: Od diagnozy do optymalizacji procesu
- 5 CBR Dopak – Twój partner w wyzwaniach beznadziejnych
Krok 1: Analiza problemu i hipotezy
Każdy projekt rozpoczynamy od wnikliwego wywiadu i analizy stanu faktycznego. Producent kosmetyków o ugruntowanej pozycji rynkowej, który stanął przed trudnym do zdiagnozowania problemem jakościowym. Gotowe produkty – butelki z kosmetykiem – ulegały samoistnej deformacji w trakcie procesu magazynowania i przechowywania. Sytuacja była nietypowa, ponieważ producent we własnym zakresie wykluczył najbardziej oczywiste przyczyny, takie jak uszkodzenia mechaniczne, upadki czy zbyt duży nacisk zewnętrzny na paletach. Wstępne obserwacje sugerowały, że winowajcą mogą być procesy termiczne zachodzące wewnątrz opakowania lub zjawisko parowania substancji zawartej w środku.
Dodatkowym czynnikiem komplikującym, a zarazem kluczowym dla nowoczesnego przemysłu, był rodzaj zastosowanego surowca. Butelki zostały wykonane z materiału pochodzącego z recyklingu (regranulat PET). Tworzywa wielokrotnie przetwarzane, mimo swoich zalet ekologicznych, mogą wykazywać mniejszą stabilność lub zawierać wtrącenia wpływające na strukturę gotowego wyrobu, dlatego wykonaliśmy badania mające na celu wykluczenie zmian w składzie materiału wynikających z procesów starzeniowych.
Zdefiniowano trzy główne obszary badawcze (hipotezy), które poddaliśmy weryfikacji:
- Błędy w procesie konfekcjonowania (napełniania): Podejrzewano, że temperatura dozowanej cieczy mogła być nieodpowiednia dla tego typu opakowania lub że zachodzą niepożądane interakcje chemiczne pomiędzy masą kosmetyczną a tworzywem, z którego wykonano butelkę.
- Nieprawidłowości w procesie przetwórstwa: Druga hipoteza zakładała problemy na etapie wytwarzania butelek – od niewłaściwego przygotowania materiału (regranulatu) po niestabilny proces rozdmuchu, co mogło osłabić strukturę opakowania.
- Wady konstrukcyjne: Trzecia ścieżka analizy dotyczyła samego projektu butelki – sprawdzaliśmy, czy jej geometria została zaprojektowana w sposób zapewniający odpowiednią wytrzymałość mechaniczną.
Tak precyzyjne zdefiniowanie problemu pozwoliło nam dobrać odpowiednie metody badawcze, wykluczając działanie „na oślep” i oszczędzając czas klienta.
Krok 2: Symulacja warunków rzeczywistych (Badania starzeniowe)
Przejście od teorii do faktów wymagało od naszego zespołu zaprojektowania rygorystycznego środowiska testowego, które w kontrolowanych warunkach laboratoryjnych odwzorowałoby cykl życia produktu – od hali produkcyjnej, przez transport, aż po wielotygodniowe składowanie w magazynach o zmiennej termice. Nasza metodologia opierała się na założeniu, że deformacja nie jest procesem nagłym, lecz wynikiem kumulacji naprężeń wewnętrznych i oddziaływań termofizycznych. Aby to zweryfikować, wdrożyliśmy wieloetapową agendę badawczą:
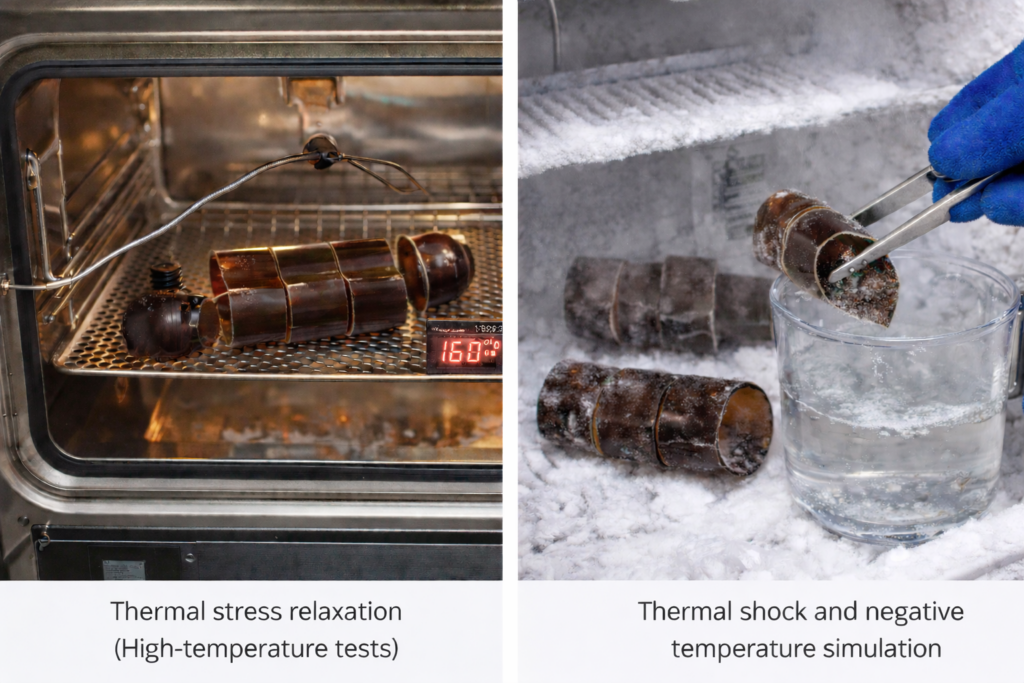
- Termiczna relaksacja naprężeń (Testy wysokotemperaturowe)
W pierwszej kolejności poddaliśmy detale działaniu stałej temperatury dodatniej (+60°C). Celem tego badania było sprawdzenie tzw. stabilności wymiarowej w ekstremalnych warunkach letniego magazynowania. Analizowaliśmy, czy pod wpływem ciepła dochodzi do relaksacji naprężeń uwięzionych w materiale podczas procesu rozdmuchu rPET, co mogłoby skutkować niekontrolowaną zmianą geometrii ścianek.
- Symulacja szoków termicznych i ujemnych temperatur
W rzeczywistym łańcuchu logistycznym produkty często narażone są na gwałtowne schłodzenie. Wykorzystując komory klimatyczne, poddaliśmy próbki temperaturze -11°C. Kluczowym „smaczkiem” technologicznym było tu badanie skurczu termicznego i weryfikacja, czy ujemna temperatura nie powoduje mikrospękań w strukturze regranulatu, które mogłyby osłabić integralność butelki po powrocie do temperatury pokojowej.
- Cykle dobowe – najbardziej wymagający sprawdzian
Najbardziej miarodajnym etapem były testy cykliczne (T3), trwające w interwałach 24-godzinnych. Symulowały one naturalny rytm dobowy (dzień/noc), wywołując w materiale cykliczne rozszerzanie i kurczenie się. To właśnie tutaj nasz interdyscyplinarny zespół szukał „punktu krytycznego”, w którym materiał traci swoją pierwotną formę.
Badania starzeniowe to nie tylko obserwacja, to przede wszystkim twarde dane liczbowe. Po każdym cyklu termicznym próbki trafiały do naszej pracowni pomiarowej, gdzie:
- Wykonywaliśmy mapowanie grubości ścianek: Detale były dzielone na sekcje poprzeczne, a następnie przy użyciu precyzyjnych przyrządów mierzyliśmy grubość ścianek w kluczowych punktach konstrukcyjnych. Szukaliśmy korelacji między pocienieniem ścianki a miejscem występowania deformacji.
- Analizowaliśmy ubytek masy: Każda próbka była ważona z dokładnością laboratoryjną, aby sprawdzić, czy dochodzi do dyfuzji składników zawartości przez ścianki butelki (tzw. migracja), co mogłoby zmieniać ciśnienie wewnątrz opakowania i prowadzić do jego „zapadania się”.
- Weryfikowaliśmy geometrię dna i kołnierza: Przy pomocy sprawdzianów i przyrządów pomiarowych renomowanych marek, monitorowaliśmy każdą zmianę wymiarową przekraczającą 0,1 mm.
Zastosowanie tak szerokiego spektrum działań – od zamrażania po intensywne wygrzewanie – pozwoliło nam na zebranie unikalnego materiału dowodowego. Dzięki temu mogliśmy z pełną odpowiedzialnością przejść do ostatniego, najbardziej zaawansowanego etapu badań, jakim była analiza molekularna, która ostatecznie zamknęła sprawę i wskazała winowajcę.
Krok 3: Zaawansowana analiza molekularna – Spektroskopia FTIR jako klucz do prawdy
Gdy standardowe testy fizyczne i pomiary metrologiczne nie dają jednoznacznej odpowiedzi, inżynierowie sięgają po metody badawcze z zakresu chemii analitycznej. W opisywanym przypadku, mimo potwierdzenia pewnych zjawisk podczas testów starzeniowych, wciąż brakowało „niepodważalnego dowodu”, który wskazałby bezpośrednią przyczynę deformacji butelek wykonanych z rPET.
Aby zajrzeć w głąb struktury materiału, wykorzystaliśmy spektrometr FTIR ThermoScientific Nicolet iS5. Jest to najwyższej klasy urządzenie wykorzystujące zjawisko absorpcji promieniowania podczerwonego przez wiązania chemiczne, co pozwala na stworzenie unikalnego „odcisku palca” badanej substancji. Nasza analiza nie ograniczyła się do prostego porównania próbek. Przeprowadziliśmy wieloaspektowe badania porównawcze:
- Analiza porównawcza widm: Zestawiliśmy widma próbek pobranych z miejsc deformacji z widmami próbek referencyjnych (nienapełnionych i niedeformowanych).
- Identyfikacja punktów krytycznych: Nasz zespół zidentyfikował kluczową rozbieżność przy długości fali wynoszącej 1340 cm⁻¹. W literaturze fachowej oraz naszej bazie danych pasmo to jest ściśle powiązane z konfiguracją łańcuchów polimerowych i stopniem upakowania cząsteczek.
- Weryfikacja stopnia krystalizacji: Analiza wykazała istotne różnice w strukturze molekularnej na zewnętrznej krawędzi ściany pojemnika. Odkryliśmy, że materiał w miejscach wadliwych wykazuje inny stopień krystalizacji niż w próbkach wzorcowych.
Nie poprzestajemy jednak na samej obserwacji anomalii – dążymy do ich odtworzenia. Aby potwierdzić, że to właśnie zmiana krystalizacji odpowiada za problem, przeprowadziliśmy próbę kontrolną. Wybrany fragment materiału poddaliśmy celowemu wygrzewaniu w temperaturze ok. 160°C, aby wymusić zmianę jego struktury krystalicznej. Wynik był jednoznaczny: charakterystyka widma tak przygotowanej próbki stała się niemal identyczna z charakterystyką próbek wykazujących defekt. To pozwoliło nam sformułować ostateczną diagnozę. Przyczyną problemu nie był skład chemiczny masy kosmetycznej ani błędy konstrukcyjne, lecz niestabilność parametrów procesowych podczas rozdmuchu – konkretnie wahania temperatur narzędzia oraz kołnierza formującego. Dzięki zastosowaniu tak zaawansowanej aparatury jak spektrometr, zmieniliśmy domysły w mierzalne parametry techniczne. Klient otrzymał od nas nie tylko opis problemu, ale przede wszystkim dowód naukowy, który pozwolił mu na natychmiastową korektę procesów produkcyjnych u dostawcy opakowań i wyeliminowanie strat finansowych.
Wnioski i rekomendacje: Od diagnozy do optymalizacji procesu
Finałem każdego projektu w Centrum Badawczo-Rozwojowym Dopak jest rzetelne opracowanie wyników, które dla klienta stanowią gotowy plan działania. Analiza zebranych danych z testów starzeniowych, pomiarów metrologicznych oraz zaawansowanej spektroskopii pozwoliła nam na sformułowanie jednoznacznych konkluzji, które zamknęły obszar domysłów i niepewności.
- Wykluczenie czynników zewnętrznych i konstrukcyjnych.
Dzięki przeprowadzonym badaniom mogliśmy z pełną odpowiedzialnością obalić dwie z trzech postawionych hipotez. Wykazaliśmy, że:
- Proces napełniania i masa kosmetyczna nie wchodzą w negatywne reakcje z tworzywem rPET, a temperatura dozowania nie jest bezpośrednią przyczyną deformacji.
- Projekt geometrii butelki jest poprawny pod kątem wytrzymałościowym, a detale w stanie wzorcowym zachowują pełną stabilność wymiarową.
- Identyfikacja „punktu zapalnego” w procesie produkcji.
Kluczowym wnioskiem z naszych badań jest fakt, że źródło problemu leży znacznie wcześniej – na etapie formowania samego opakowania. Wykryta w badaniu FTIR rozbieżność w strukturze molekularnej (przy fali 1340 cm⁻¹) jednoznacznie wskazuje na zmianę stopnia krystalizacji materiału. Zjawisko to jest bezpośrednio powiązane z fluktuacjami termicznymi podczas procesu rozdmuchu. Niestabilna temperatura narzędzia oraz kołnierza formującego doprowadziła do powstania niewidocznych gołym okiem naprężeń i różnic w gęstości strukturalnej ścianek. To właśnie te „słabe punkty” pod wpływem standardowych warunków magazynowych relaksowały się, powodując niepożądane odkształcenia.
- Dowód naukowy jako narzędzie biznesowe
Dzięki wykonaniu próby kontrolnej (celowe wygrzewanie materiału w 160°C w celu zmiany krystalizacji), dostarczyliśmy klientowi niepodważalny dowód techniczny. Uzyskana charakterystyka widma, identyczna z charakterystyką wadliwych produktów, stała się dla klienta silnym argumentem w rozmowach z dostawcą opakowań. Pozwoliło to na wdrożenie korekt w procesie technologicznym rozdmuchu, co ostatecznie wyeliminowało problem reklamacji.
CBR Dopak – Twój partner w wyzwaniach beznadziejnych
Powyższy przypadek to tylko jeden z wielu przykładów, jak nasze Centrum Badawczo-Rozwojowe przekuwa skomplikowane problemy techniczne w konkretne rozwiązania. Jesteśmy zespołem, który łączy pasję do nauki z praktycznym podejściem do przemysłu. Pracujemy na najwyższej klasy sprzęcie, ale to nasze interdyscyplinarne doświadczenie i umiejętność łączenia faktów z różnych dziedzin (chemia, mechanika, przetwórstwo) stanowią naszą największą siłę.
Dlaczego my?
- Determinacja: Podejmujemy się projektów, w których inni nie widzą rozwiązania.
- Elastyczność: Dostosowujemy metodykę do specyfiki Twojego produktu i surowca (w tym wymagających regranulatów).
- Obiektywizm: Nasze raporty to rzetelne dane, które pozwalają na potwierdzenie tez lub obalenie obiekcji dotyczących produktu.
Niezależnie od tego, jak trudny wydaje się Twój problem badawczy – w CBR Dopak znajdziemy na niego odpowiedź. Zapraszamy do kontaktu i wspólnego budowania najwyższej jakości w przemyśle tworzyw sztucznych.
Autor: mgr inż. Patryk Gratka, inżynier R&D w Dopak







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}