
Schlieren gehören zu den Oberflächenfehlern der Formteile, die deren Qualität verschlechtern. Sie haben ein anderes Aussehen, was die Identifizierung ihrer Ursache erleichtern kann . Nachteile dieser Art kann unter anderem verursacht werden durch zu hohe Verarbeitungstemperatur und Luft in der Formmasse. Um sie zu verhindern, ist es notwendig, die Ursache ihrer Entstehung zu bestimmen und dann durch Ändern der Parameter des Injektionsprozesses zu beseitigen, bis das Detail der entsprechenden Qualität erhalten wird.
Schlieren durch Kunststoffzersetzung
Nachteile dieser Art treten auf, wenn der Kunststoff infolge der Anwendung einer zu hohen Temperatur oder einer zu langen Betriebseinwirkung des Materials abgebaut wird . Der Schaden kann als Silber (Verkürzung der Länge der Polymerketten) oder braune Verfärbung (Änderung der Struktur von Molekülen) erscheinen. Dabei werden gasförmige Stoffe in Form von Luftblasen freigesetzt. Während der Einspritzphase erreichen sie den Sitz und verteilen sich über die Oberfläche des Teils. Sie können nur um den Barrenbereich konzentriert oder über die Oberfläche des Teils verstreut sein.
Thermische Schäden können die Folge sein von:
- zu hohe Temperatur oder zu lange Vortrockenzeit,
- zu hohe Temperatur der Masse,
- zu schneller Plastifizierungsprozess,
- zu lange Zeit im Zylinder,
- zu schnelle Umformung in den Formkavitäten (z. B. durch zu hohe Einspritzgeschwindigkeit).
Um die Temperatur der Kunststoffmasse zu prüfen, spritzen Sie die Kunststoffmasse „langsam“ ein (z. B. in einen beheizten Behälter) und messen den Parameter mit einem Punktthermometer.
Thermische Schäden an Kunststoff sind so gravierend, dass sie seine mechanischen Eigenschaften negativ beeinflussen , auch wenn keine sichtbaren Defekte auf der Oberfläche vorhanden sind.

Schlieren durch zu lange Haltezeit im Zylinder

Lufthaken hinter dem Schuppen

Schlieren durch zu hohe Schertemperatur
Geschlossene Luftblasen
Fehler dieser Art sind normalerweise matte, silbrige oder weiße Streifen, hauptsächlich in den Bereichen von Rippen und Schuppen usw. An der Injektionsstelle können diese Defekte in Form von Linien erscheinen, die mit der Fließrichtung der Masse von der Injektionsstelle ausgerichtet sind.
Wohingegen an Orten des Zusammenbruchs nehmen sie die Form der sogenannten an Lufthaken. Wenn Luft in die Kavität eintritt und von der Polymerschmelze umgeben ist, wird sie in Massenstromrichtung über die Oberfläche des Werkzeugs gestreckt. Es kann auch während seines Zurückziehens mit einem Dekompressionshub in das Cochlea-Atrium gelangen. Die empfindlichsten Stellen für Luftstreifenbildung sind: Rippen, Schuppen und Dellen, wo sich Gasblasen ansammeln und dann von der Legierung „überschwemmt“ werden können, was zur Bildung der sogenannten Nasen oder Lufthaken.
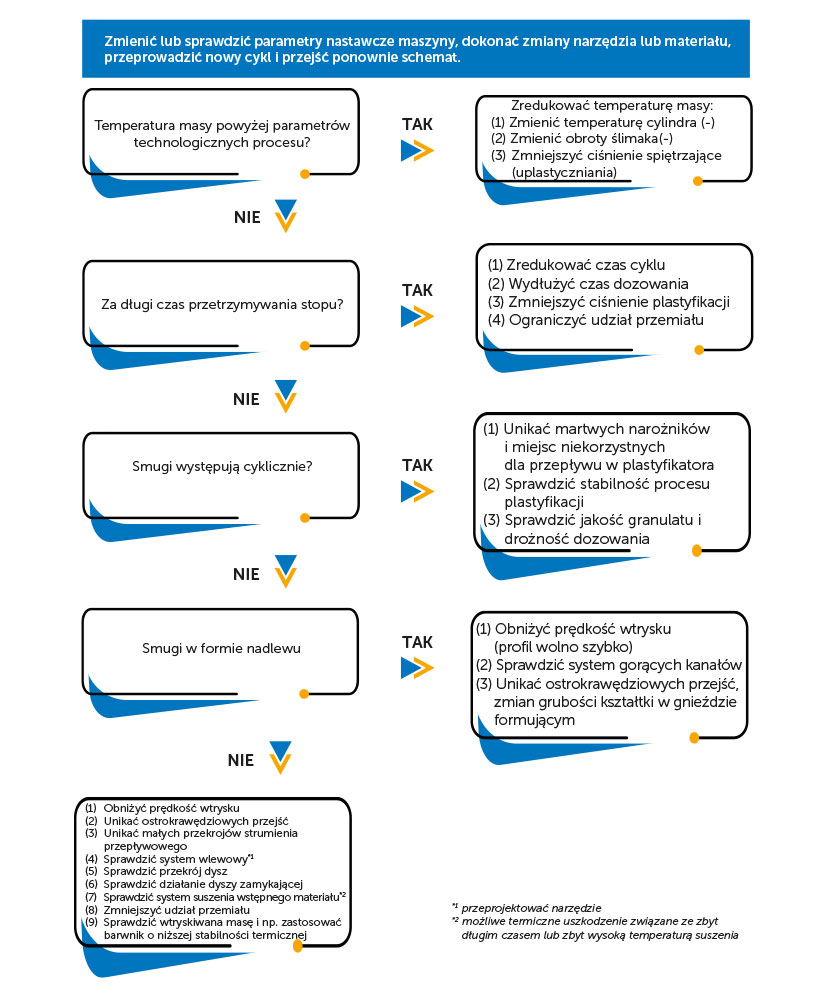
Die Analyse des folgenden Diagramms kann hilfreich sein, um diesen Fehler zu beseitigen.
Der Artikel wurde auf Basis von Materialien des Forschungs- und Entwicklungszentrums Dopak und der Firma KraussMaffei erstellt
Mehr Wissen über Schlieren und andere Fehler an Formteilen erhalten Sie in unseren Schulungen. Gern geschehen.
Lesen Sie auch andere Artikel über die Nachteile von Formteilen:
Woher kommen Brüche und wie werden sie beseitigt?
Wie entsteht Elend und wie kann man es beseitigen?





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}