
Do wad powierzchniowych wyprasek, pogarszających ich jakość, należą smugi. Mają one różny wygląd, który może ułatwiać identyfikację przyczyny ich powstania. Wady tego typu mogą być spowodowane m.in. zbyt wysoką temperaturą przetwórstwa i obecnością powietrza we formowanej masie. Aby im zapobiegać należy ustalić przyczynę ich powstawania, a następnie wyeliminować na drodze zmian parametrów prowadzenia procesu wtryskowego, aż do uzyskania detalu o odpowiedniej jakości.
Spis treści
Smugi spowodowane degradacją tworzywa
Wady tego typu powstają, gdy tworzywo sztuczne ulegnie degradacji w wyniku zastosowania zbyt wysokiej temperatury lub za długiego czasu ekspozycji materiału na jej działanie. Uszkodzenia mogą mieć wygląd srebrnych (skrócenie długości łańcuchów polimeru) lub brązowych przebarwień (zmiany w strukturze cząsteczek). Uwalniają się wówczas substancje gazowe w postaci pęcherzyków powietrza. W fazie wtrysku docierają one do gniazda i są rozprowadzane na powierzchni wypraski. Mogą być one skupione tylko wokół obszaru wlewka lub rozrzucone na powierzchni detalu.
Uszkodzenia termiczne mogą być wynikiem:
- zbyt wysokiej temperatury lub zbyt długiego czasu suszenia wstępnego,
- zbyt wysokiej temperatury masy,
- zbyt gwałtownego procesu plastyfikacji,
- zbyt długiego czasu przetrzymywania w cylindrze,
- zbyt szybkiego formowania w gniazdach formy (np. przez zbyt dużą prędkość wtrysku).
Aby sprawdzić temperaturę masy plastycznej należy wykonać „wolny” wtrysk masy plastycznej (np. do ogrzanego pojemnika) i zmierzyć parametr termometrem punktowym.
Uszkodzenia termiczne tworzywa sztucznego są na tyle groźne, że negatywnie wpływają na jego mechaniczne właściwości, także wtedy, gdy na powierzchni nie ma widocznych wad.

Smugi spowodowane zbyt długiego czasem przetrzymywania w cylindrze

Hak powietrza za przesmykiem

Smugi spowodowane zbyt wysoką temperaturą przy ścinaniu
Zamknięte pęcherzyki powietrza
Wady tego typu powstają przeważnie jako matowe, srebrzyste lub białe smugi, głównie w miejscach występowania żeber i przesmyków, itp. W punkcie wtrysku wady te mogą pojawić się w formie linii o ułożeniu zgodnym z kierunkiem płynięcia masy od punktu wtrysku.
Natomiast w miejscach zapadnięć przybierają one formę tzw. haków powietrznych. Jeśli powietrze dostanie się do gniazda i zostanie otoczone przez stop polimerowy, wówczas zostanie ono rozciągnięte na powierzchni narzędzia w kierunku przepływu masy. Może się ono dostać do przedsionka ślimaka także podczas jego cofnięcia przy skoku dekompresji. Najbardziej wrażliwymi miejscami na powstawanie smug pod wpływem powietrza są: żebra, przesmyki i wgniecenia, gdzie pęcherze gazu gromadzą się, a następnie mogą być „zalane” przez stop, co prowadzi do powstania tzw. nosów lub haków powietrznych.
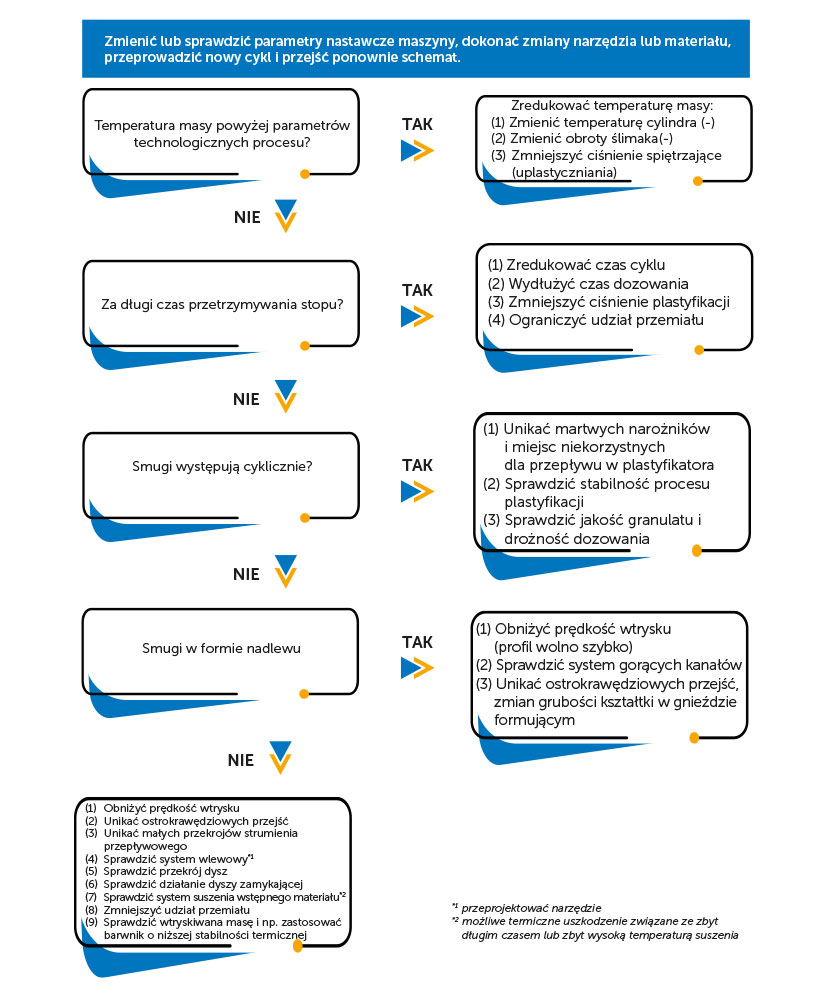
Pomocne w wyeliminowaniu tej wady powierzchniowe wyprasek może być przeanalizowanie zamieszczonego poniżej schematu.
Artykuł został przygotowany na podstawie materiałów Centrum Badawczo-Rozwojowego Dopak oraz firmy KraussMaffei
Więcej wiedzy o smugach, a także innych wadach wyprasek otrzymają Państwo na naszych szkoleniach. Serdecznie zapraszamy.
Czytaj także:
Skąd się biorą nadlewy i jak je wyeliminować?
Jak powstają niedolewy i jak je wyeliminować?
Dlaczego powstają rozbryzgi i jak je usunąć?






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}