
Zapadnięcia to rodzaj wad wyprasek, które powstają, np. w strefach skupisk materiału jako wgłębienia na powierzchni formowanej części, gdy nie ma już możliwości wyrównania termicznych zmian objętości (skurczu). Jeżeli ścianki zewnętrzne części wtryskowej nie są dostatecznie stabilne na skutek niewystarczającego schłodzenia, to w wyniku naprężeń skurczowych następuje wciągnięcie warstwy zewnętrznej do wewnątrz.
Spis treści
Przyczyny zapadnięć
Rozróżnia się trzy podstawowe przyczyny ich powstawania zapadnięć:
– zbyt wolne krzepnięcie,
– zbyt krótki czas trwania ciśnienia docisku po wtrysku,
– zbyt małe przeniesienie nacisku z powodu za wysokich oporów przepływu w maszynie.
Optymalne przenoszenie nacisku można osiągnąć poprzez odpowiednie usytuowanie punktu wtrysku i zastosowania optymalnych wymiarów przewężki. Aby uniknąć przedwczesnego krzepnięcia tworzywa w kanałach doprowadzających należy zapewnić ich odpowiednie zwymiarowanie.

Charakterystyczne objawy zapadnięć
Charakterystycznymi objawami tego są jamy skurczowe, zapadnięcia (szczególnie widoczne w tworzywach nie zawierających wypełniaczy) oraz mikroporowatość (w tworzywach wzmocnionych włóknami). Objawy te można zaobserwować pod mikroskopem.
Dalszymi konsekwencjami dla wypraski są: silne wahania tolerancji wymiarów, zbyt duże wartości skurczu oraz powiększona skłonność do deformacji. Jamy skurczowe i mikroporowatość mają ujemny wpływ na własności mechaniczne wypraski.
Jak przeciwdziałać zapadnięciom?
Wymiary kanałów doprowadzających zależą w pierwszym rzędzie od grubości ścianki wypraski. W żadnym wypadku średnica kanału nie powinna być mniejsza niż grubość ścianki wypraski. Począwszy od przewężki, w każdym rozgałęzieniu średnica kanału powinna być odpowiednio poszerzona, aby została zachowana ta sama prędkość ścinania przy przepływie tworzywa. Nie należy pozwolić, aby do gniazda formy dostały się znajdujące się w dyszy korki z zastygłego tworzywa. Z tego powodu należy przewidzieć miejsca w układzie wlewowym, będące najczęściej przedłużeniami kanału wlewowego, w których korki pozostaną.
Należy również sprawdzić część wtryskową pod kątem powstawania jam skurczowych. Przy zbyt małych średnicach kanałów doprowadzających, tworzywo zbyt wcześnie zastyga w kanałach i nie następuje zakończenie fazy docisku, a tym samym nie ma pełnej kompensacji skurczu objętościowego tworzywa.
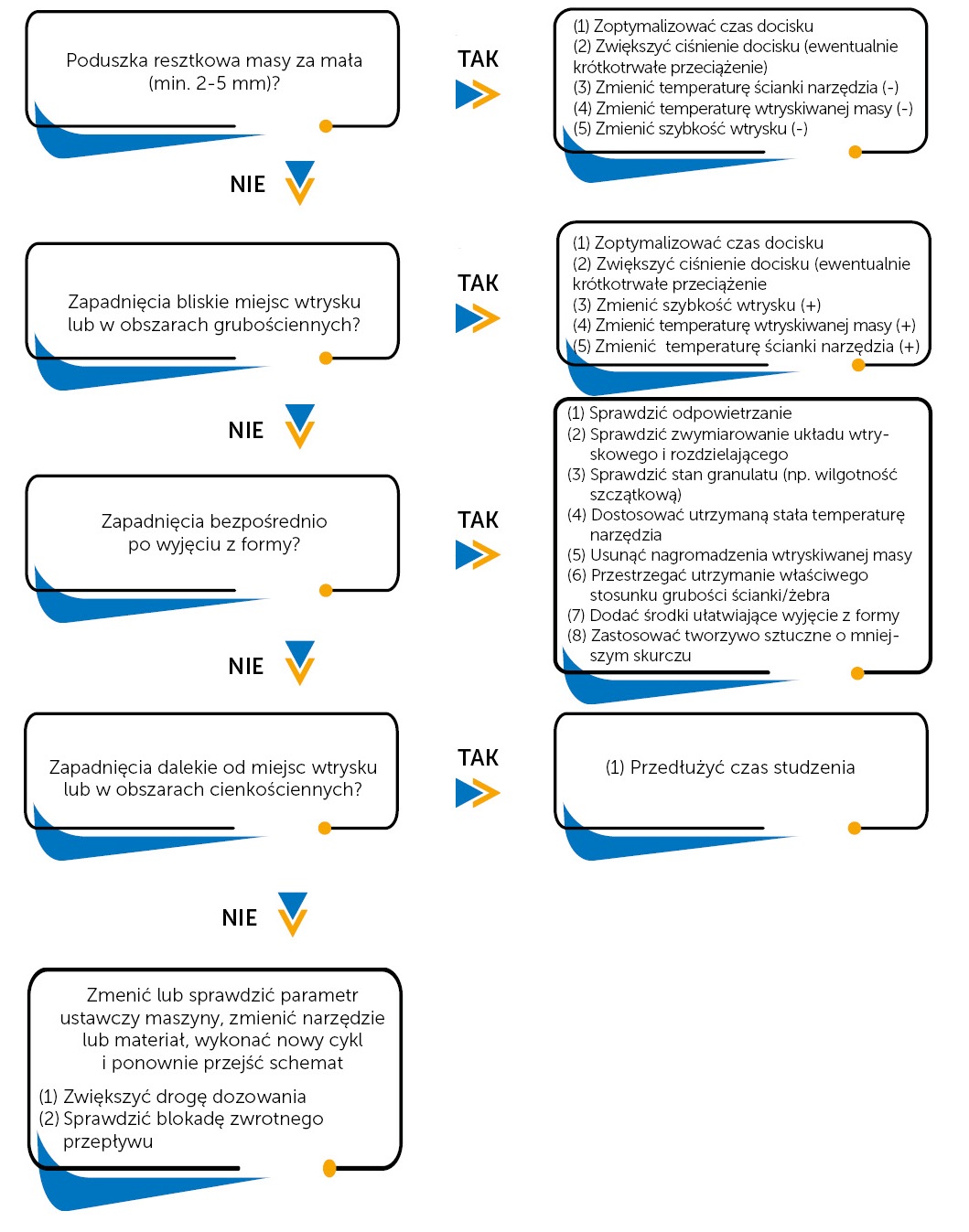
Schemat postępowania
Postępowanie krok po kroku zgodnie z zamieszczonym poniżej schematem pomoże wyeliminować popełniane błędy w procesie wtrysku, a objawiające się otrzymywaniem wyprasek z zapadnięciami.
Artykuł został przygotowany na podstawie materiałów Centrum Badawczo-Rozwojowego Dopak oraz firmy KraussMaffei.
Więcej wiedzy o zapadnięciach, a także innych wadach wyprasek otrzymają Państwo na naszych szkoleniach. Serdecznie zapraszamy.
Czytaj także:
Skąd się biorą nadlewy i jak je wyeliminować?
Jak powstają niedolewy i jak je wyeliminować?
Kiedy powstają smugi i jak je usunąć?






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}